
在成型加工過程中,注塑成型模具的滑動型芯、頂出銷、頂出銷套筒和中心銷可能會發(fā)生“擦傷”。

注塑成型模具是將熔融的液態(tài)塑料注入模具中,待其冷卻、硬化后取出。為了注入熔融塑料,必須加壓。

注塑產(chǎn)品外陰陽面是指在產(chǎn)品外觀面出現(xiàn)局部發(fā)亮或發(fā)烏,具有明顯的光澤不一致現(xiàn)象,同行稱為陰陽面現(xiàn)象,對產(chǎn)品外觀品質(zhì)影響非常大,是造成產(chǎn)品不良的頭痛問題。此類產(chǎn)品往往是注塑素材直接出貨,沒有噴涂、PVD等后處理工藝,深色產(chǎn)品尤為明顯,淺色產(chǎn)品影響要小一些。
注塑成型模具零部件的制造精度是由成型產(chǎn)品的尺寸允許公差決定的。盡管每家企業(yè)都有自己的內(nèi)部標準,但主要發(fā)達國家采用的標準之一,是德意志聯(lián)邦共和國采用的VDI(德國工程師協(xié)會)的推薦標準。
注塑產(chǎn)品外觀拉傷,有些公司叫拉花,在深腔產(chǎn)品上如:充電器、路由器、機箱等產(chǎn)品比較多。也是產(chǎn)品注塑過程中特別常見的棘手問題。在模具和注塑行業(yè)稱得上十大棘手問題之一。光面產(chǎn)品會拉花,側(cè)面是紋面的會拉傷紋面,這其中到底隱藏什么呢?
在注塑模具開發(fā)過程中,產(chǎn)品變形是困擾模具和注塑人員的第一大問題。因為影響注塑產(chǎn)品變形的因素很多,解決起來就很棘手。工程技術(shù)人員往往找不到真正的原因,造成模具反復(fù)修改,反復(fù)嘗試用不同的方法來改善產(chǎn)品變形。我們首先要分析影響產(chǎn)品變形的真正原因,只有各個方面的影響因素都考慮到了,才能最大程度的改善產(chǎn)品變形問題。

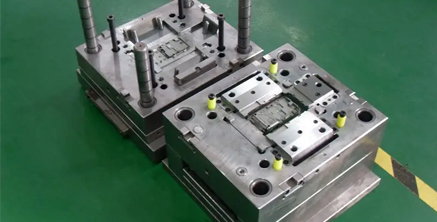
在設(shè)計注塑成型模具時,必須從各個角度來探討設(shè)計項目,但總體上來說,建議從以下幾個角度來考慮。
在注塑成型加工中,常規(guī)的工藝是打開模具,將注入模具型腔中之后已經(jīng)冷卻固化到具備一定強度的成型產(chǎn)品頂出,從而取出成型產(chǎn)品。

常見PC料的注塑缺陷有哪些原因,范仕達來為你解答

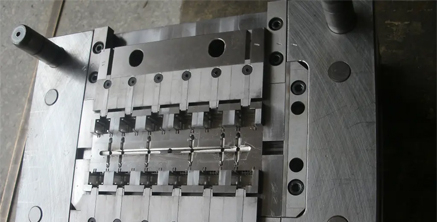
模具零件制作過程及分段工作要點,下面來幫你們科普一下
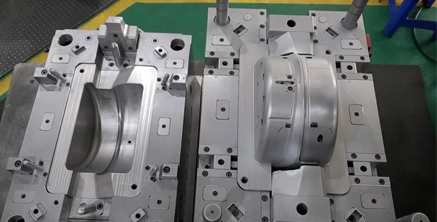
注塑成型模具用于量產(chǎn)成型加工時,模具的功能會因為磨損和生銹等原因而下降。為了修復(fù)這些功能降低狀況,必須進行維護(保養(yǎng)管理)。作為注塑成型模具保養(yǎng)的重點,建議關(guān)注如下事項。
在注塑成型模具中,熔融后的塑料材料以流體狀態(tài)流入模具內(nèi)部填充型腔,并在填充完成后冷卻固化,從而固定成為成型產(chǎn)品的形狀。
注微信公眾號") 關(guān)注微信公眾號
關(guān)注微信公眾號 微信咨詢
微信咨詢




